新闻资讯








1、接料机胶膜包裹后,两片胶膜从切断线被拉开怎么办?
⑴、检查吸头1贴胶膜时与料带边是否靠得太近,从而导致吸头1与料带(要求吸头1与浮动支撑板边的间距是否在0.3-0.5mm范围)。解决方法:
①、检查胶膜安装是否正确;
②、检查包胶轮与滚花轮是否间隙过大,拉力不够;
③、检查料盘轴机构是不是太紧;
④、负压表设置是否正确;
⑵、检查吸头1吸头座与滑动连接块固定是否发生歪斜,必须保证两者面相平。
2、料带背面贴好的胶膜局部出现翻折怎么解决?
检查吸头上是否有残胶,导致吸头1错位时,胶膜还粘在吸头上。清洗吸头,并做好日保养;
3、正面胶膜在边孔处弹开了怎么处理?
①、检查接料机吸头上是否有异物,可以使用酒精和无尘布擦洗干净后再尝试;
②、可能是吸头吸膜行程位置不够,增加吸头下压行程,使吸头与剥刀完成贴合(注意:吸头的下压行程也不能太大,以免将剥刀压变形);
③、可能是胶膜送料的位置出现偏位,从而导致吸头漏气,无法将胶膜吸上。可以通过下面的方法来尝试解决:
⑴、判断吸头是否和剥料板平行(要保证吸头和剥料板平行,下压时吸头和剥料板完全贴合);
⑵、检查气路是否有漏气现象:我们可以用手指将吸头堵住,打开“真空泵”及“电磁阀”,看负压表的值,确保负压值要大于60以上才算正常,否则则是出现了漏气。
⑶、将剥刀移至“剥出位”,将吸头移至“吸取位”,判断吸头外侧与剥刀距离为1.0mm左右;
4、胶膜未包过料带背面怎么解决?
⑴、①、检查胶膜剥刀口限位块是否限位住胶膜底纸;②、检查胶膜来料本身是否偏位;③、调节对接补偿值;
⑵、①、检查左右固定流道是否在在同一条直线上;②、检查活动流道与固定流道是否平行;③、检查活动流道与固定流道宽度在夹紧位时,比料带本身窄0.2MM;④、检查调整活动流道的导轨是否间隙过大;⑤、调节飞达供料模块与料带处理模块之间的距离。松掉飞达供料模块的底板螺丝,调节调整螺栓至合适距离,锁紧底板螺丝。
⑶、检查铲板口是否调得太低,确保铲板口与料带固定支撑板的高度差:0.2-0.5mm。
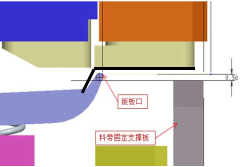
铲板口与料带固定支撑板的高度差